Индукционный нагреватель валков (ИНВ-1)
Описание
Индукционный нагреватель валков (ИНВ-1) предназначен для нагрева валков до температуры 420°С -450°С перед наплавкой на стенде и поддержания этой температуры в процессе наплавки валка на вальценаплавочном станке до полного его восстановления с последующим повторным использованием в металлургическом производстве.
Принцип работы нагревателя и его конструкция
- Принцип работы индукционного нагревателя ИНВ-1.
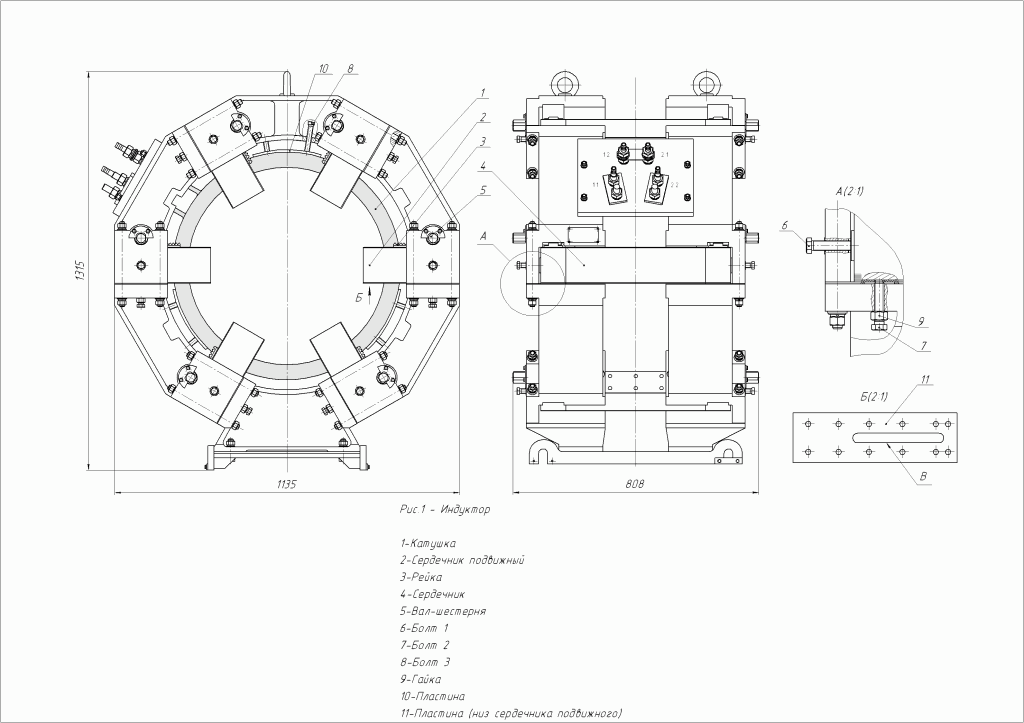
Поскольку индукционный нагреватель является одной из модификаций однофазного трансформатора, у которого первичной обмоткой является катушка возбуждения (1), вторичной обмоткой – валок, расположенный в свободной полости внутри нагревателя. При подаче напряжения на катушку возникает магнитный поток, который частично проходит через валок и индуктирует в нем токи, протекание которых обуславливает нагрев валка. Этот процесс происходит тем эффективнее, чем меньше потока теряется на рассеивание. Чтобы повысить эффективность нагрева, предусматриваются в конструкции нагревателя наличие магнитопроводов с подвижными полюсами, которые позволяют в процессе работы как можно ближе подвести поток к валку. Важно, чтобы при этом полюса располагались симметрично относительно валка по окружности и находились на одинаковом расстоянии от его поверхности. Все остальные элементы конструкции направлены на реализацию задачи повышения эффективности нагрева без увеличения потребления мощности.
В состав нагревателя входят корпус со встроенными в него катушкой возбуждения (1), П-образными магнитопроводами (2,4), механизмами регулировки положения полюсов (3,5,7,11), система охлаждения и система подвода электропитания
- Описание конструкция нагревателя
Корпус нагревателя образован двумя 6-ти секционными боковинами, связанными между собой стойкой, подошва которой крепится к полу или тележке станка. Боковины выполнены из силуминового литья.
Каждая секция содержит П-образный магнитопровод с неподвижным сердечником (4) и двумя подвижными полюсами (2). Магнитопровод представляет собой набор тонколистовых пластин (в среднем 0,5 мм) трансформаторной стали с изолированной поверхностью. Набор размещается между двумя нажимными фланцами и стягивается заклепками. Магнитопровод образован пакетом неподвижного сердечника и двумя пакетами полюсов. В результате выполненного ремонта пакеты полюсов были полностью обновлены. Необходимость обновления была связана с тем, что при разборке магнитной системы жести полюсов оказались полностью закорочены. Закороченные полюса могут быть одной из причин снижения эффективности нагрева валка при использовании данного устройства. Жести, полученные в результате разборки полюсов были подвергнуты снятию заусенцев на гратмашине, отжигу на магнитные свойства, нанесению электроизоляционного покрытия на их поверхность с последующей термообработкой в печи при температуре 200°С. В качестве покрытия использовался лак КО916 и растворитель Р5.
Чтобы избежать деформацию полюсов, увеличена толщина новых нажимных фланцев до 6,0мм. Пакеты стянуты стальными заклепками, предварительно изолированными стеклянной лентой, пропитанной лаком КО916. Размеры новых полюсов: 270х119х80 (мм.).
Неподвижные сердечники, находившиеся в хорошем состоянии, закреплены к боковинам соответствующих секций и обеспечивают дополнительную жесткость корпусу в осевом направлении. Секции боковин по окружности связаны между собой изолированными шпильками через изоляционные прокладки. При состыковке секций образуются гнезда, внутри которых размещаются подвижные полюса (2).
Механизм регулирования положения должен обеспечивать фиксацию положения полюса, поступательное движение полюса и ограничение пределов перемещения полюса. Положение полюса фиксирует болт (6). На нагревателе он окрашен синим цветом.
Для перемещения полюса используется реечная передача, которая преобразует вращательное движение в поступательное. В гнезде располагается вал-шестеренка с четырехгранным болтом (5) на выходе (окрашен в красный цвет) под гаечный ключ. Рейка (3) располагается на нажимном фланце полюса. При наличии зацепления, отпустив фиксирующий болт (6), можно, поворачивая болт (5), менять плавно положение полюса в пределах 140 мм. В нажимном фланце (11), находящемся на противоположной стороне фланца (3), сделан вырез, в который заходит болт (7) с контргайкой (9) и поджимает рейку к шестеренке, что обеспечивает надежное зацепление шестеренки с рейкой в пределах хода полюса. Вырез ограничивает пределы перемещения полюса.
Вал-шестеренка (5), болт, фиксирующий положение полюсов (6), болт прижимной (7) с гайкой (9), нажимные фланцы полюсов с рейкой (3) и вырезом (11) образуют механизм регулировки положения полюсов.
Катушка (1) располагается в ложементе на внутренней поверхности корпуса. Ее положение по окружности и вдоль оси центрируется через прокладки установочными болтами (8), окрашенными в желтый цвет.
Катушка цилиндрическая, выполнена из полой медной мягкой трубки Ф14х2 мм, в которой циркулирует вода. Катушка состоит из двух полукатушек (левой и правой) с равным числом витков -35. Каждая полукатушка намотана в три слоя с распределением витков по слоям соответственно 12, 11, 12 и имеет два вывода (начало и конец). Маркировка выводов: 1.1., 1.2.-начало и конец левой полукатушки; 2.1., 2.2. – начало и конец правой полукатушки.
Полукатушки тщательно изолируются нагревостойкими материалами на основе слюды (более подробно конструкция изоляции дана в паспорте), Изоляция класса Н.
Корпусной изоляцией служит стеклотекстолит СТЭФ-1 толщиной 1,0мм, из которого выполнены два цилиндра по наружному и внутреннему диаметру катушки, охватывающих обе полукатушки, конструктивно объединяя их в единое целое. Одновременно эти цилиндры служат защитой от механических повреждений. Вся эта конструкция обматывается стеклянной лентой, к выводам подпаиваются штуцера (рис.2), и в таком виде катушка отправляется на пропитку. Катушка пропитывается лаком КО916К и подвергается термообработке в течение 16 час при температуре 160°С.
Катушка устанавливается в корпусе нагревателя. К боковинам крепится клеммная доска.
Штуцера выводятся на клеммную доску и крепятся болтами..
К выводам подсоединяются шины, которые обеспечивают последовательное электрическое соединение полукатушек. Напряжение подается на клеммы 1.1., 2.2., клеммы 1.2. и 2.1. закорочены шиной
Катушка имеет наружный диаметр 750 мм, внутренний — 640 мм, длину в осевом направлении -400 мм. Масса катушки 140 кг.
Система охлаждения Гидравлически полукатушки соединяются параллельно, что иллюстрирует рис.4. Штуцера 21., 2.1, имеющие одинаковый электрический потенциал, связаны общим коллектором, работающим в области повышенного давления, а через штуцера 1.1., 2.2., находящиеся под полным напряжением, осуществляется слив воды.
Штуцера, который подпаивается к медной трубке припоем ПСР25 для подвода воды к катушке, образуя начало и конец каждой полукатушки. Подвод воды должен осуществляться резиновыми шлангами. Охлаждение медной трубки необходимо производить водой, очищенной, без посторонних примесей с давлением до 4-х атмосфер, допускается также использование питьевой воды из водопроводной сети. По расчету в номинальном режиме расход воды 6,2 л/мин обеспечивает ее перегрев на 40°С.
Система электропитания. Нагреватель может подключаться непосредственно в сеть, если подводящий кабель рассчитан на 300А. Но учитывая низкий коэффициент мощности, рекомендуется для компенсации реактивной мощности, потребляемой нагревателем, подключить параллельно к нагрузке батарею конденсаторов емкостью 1590 мкФ по схеме, приведенной на рис.5. В процессе нагрева валка желательно проводить периодические измерения клещами токов в подводящем кабеле, конденсаторной цепи и цепи нагрузки для сопоставления расчета с экспериментом.
Монтаж и работа нагревателя
Рекомендуется следующий порядок монтажа и работы нагревателя:
- Установить нагреватель на рабочее место, предварительно освободив его от элементов, необходимых при транспортировке таких, как растяжки катушки, болты в отверстиях штуцеров. Провести визуальный осмотр.
- Измерить уровень изоляции катушки относительно корпуса мегометром 500 В.
- Нагреватель заземлить.
- К болтам 1.1, 2.2 на клеммной доске подвести электропитание.
- К штуцерам подвести воду согласно схеме рис.4
- Провести визуальный осмотр конденсаторной батареи, протереть контактные поверхности, проверить места соединений с кабелем и работоспособность коммутирующей аппаратуры.
- Установить полюса (12шт) в крайнее верхнее положение. В частности,
- Отпустить фиксирующий болт (6) (синий).
- Плавным поворотом болта (5) (красный) регулировать положение полюса.
- Новое положение полюса зафиксировать болтом (6)
Внимание! В пределах использования реечной передачи, что соответствует длине перемещения полюса 140 мм, болт (7) не трогать!
- Операцию (п.п.5.7.1-5.7.3.) распространить на все12 полюсов.
- В полость нагревателя ввести валок.
- Подвести полюса к поверхности валка с равномерным зазором, повторив операции п.п.5.7.1.,5.7.2.,5.7.3.
- Величина зазора должен быть оптимальной с учетом времени нагрева и качества поверхности, получаемой в результате нагрева.
- Оптимальный зазор определяется экспериментально. Рекомендуемый зазор 5– 50 (мм).
- Подать на катушку воду.
- Подать напряжение на катушку, последовательно подключая батареи конденсаторов согласно схеме 5.
Рекомендуемый режим нагрева валка
- Для равномерного прогрева поверхности валка и во избежание образования трещин на его поверхности рекомендуется 3-4 раза отключать нагреватель от сети на 5-7 мин.
- Отключать от сети следует в обратном порядке подаче напряжения на нагреватель, т.е. вначале отключить конденсаторные батареи, а затем нагреватель.
- Валок нагревается до температуры 420°С.
Правила эксплуатации
- Строго запрещается подавать напряжение на нагреватель в отсутствии валка в полости нагревателя. Из-за резкого падения индуктивного сопротивления подача напряжения в этом случае может вызвать недопустимый рост тока, увеличение температуры охлаждающей воды вплоть до кипения и выходу из строя катушки нагревателя.
- Следить за тем, чтобы полюса относительно поверхности валка были выставлены с одинаковым зазором. Это приведет к уменьшению магнитного потока рассеяния, увеличению взаимодействия основного потока с токами, индуктируемыми в валке, и повышению эффективности нагрева.
- Следить за реечным сцеплением полюсов с корпусом. Не бить кувалдой или другим тяжелым предметом по полюсам, добиваясь их перемещения. В тех случаях, когда положение полюса нужно сместить на расстояние меньшее, чем 140 мм, необходимо пользоваться реечной передачей согласно п.п.5.7.1., 5.7.2., 5.7.3. настоящей инструкции. 7.4)Если ход полюса должен превышать 140 мм, нужно раскрутив болты (7 ) и (6) (синий), аккуратно вручную вывести полюс из зацепления, установить его в нужное положение и зафиксировать болтами (6) и (7). Желательно, чтобы эту операцию выполнял квалифицированный наладчик.
Указания мер безопасности
- Эксплуатация, обслуживание и ремонт индуктора разрешается лицам, прошедшим предварительную подготовку и ознакомившимся с данной инструкцией.
- При эксплуатации, обслуживании и ремонте электротехнической части нагревателя необходимо руководствоваться «Правилами технической эксплуатации электроустановок потребителей» и «Правилами техники безопасности при эксплуатации электроустановок потребителей до 1000 В»
- Настройку и проверку нагревателя производить не менее, чем двумя лицами.
- Запрещается включать нагреватель с незакрепленными полюсами и незаземленным корпусом.
- Запрещается производить регулировку и наладку во время работы нагревателя.
- При эксплуатации гидравлической части необходимо руководствоваться требованиями по технике безопасности для гидравлических агрегатов.
Техническое обслуживание
Персонал, обслуживающий индукционные нагревательные установки, обязан систематически вести наблюдения за степенью нагрева конструктивных элементов наводимыми токами электромагнитных полей рассеивания. В зависимости от полученных результатов должны приниматься меры по снижению потерь электроэнергии. Установка должна содержаться в чистоте. Обтирка элементов установки от производственной пыли производится периодически в зависимости от производственных условий, но не реже одного раза в месяц. Установка должна обслуживаться дежурными электромонтерами. Персонал, непосредственно обслуживающий электроиндукционную установку, должен проходить ежегодно обучение и проверку знаний правил технической эксплуатации и безопасности.
Уход за нагревателем
Периодические осмотры и планово-предупредительные ремонты должны осуществляться по графику, утвержденному главным энергетиком предприятия. Осмотр производится дежурным персоналом. Результаты осмотра и принятые меры по ликвидации неисправностей заносятся в журнал установки. При осмотрах особое внимание должно обращаться на:
- надежность заземления;
- отсутствие накипи на водоохлаждаемых поверхностях;
- отсутствие пыли на частях установки.
Осмотр и ремонтные работы производятся при отключении нагревателя от источника питания.
Характеристики
| Рабочее тело | валки диаметром от 350 до620 мм |
| Температура нагрева валка | 420 °С -450°С |
| Время нагрева для валков диаметром 525 мм, 350 мм соответственно | 2,0 час,1,5час |
| Напряжение от сети переменного тока промышленной частоты | 380 В |
| Номинальный ток | 250 А |
| Коэффициент мощности | 0,607 |
| Коэффициент полезного действия (КПД) | 0,7 |
| Значение емкости для компенсации реактивной мощности | 1590 мкФ |
| Класс электрической изоляции | Н |
| Габариты нагревателя | 1315х1135х808 (мм) |
| Масса | 980кГ |
| Охлаждающий агент | питьевая вода из водопроводной сети |
| Расход воды | 6,2 л/мин |
Индукционный нагреватель валков (ИНВ-1)